process to clean a tape is to use a magnetic tape
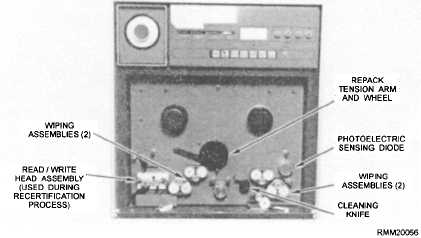
cleaner/certifier similar to the one shown in figure 2-12.
Knives are used to remove any protrusions from the
oxide surface. It is estimated that a maximum of 90% of
all tape errors are removed in this manner.
Most tape cleaners clean tape by wiping the oxide
and back surface of the tape. Loosened dirt, oxide
particles, and other debris are removed from the tape by
wiping assemblies. When the EOT marker is sensed by
a photoelectric cell, the tape is automatically reversed,
and the wiping assemblies clean the entire length of tape
in the opposite direction. The wiping tissue used is made
of a special textured fabric and is wound on a spool.
It is important to change the wiping material
frequently at the point of contact with the tape. This is
done to avoid entrapment and retention of abrasive dirt
particles at the tape surface being wiped. Some tape
cleaners, like the one shown in figure 2-12, move the
wiping material along automatically.
In addition, most tape cleaners repack the tape as it
rewinds, using a built-in machine programmed tension
arm. This feature helps to relieve irregular tape pack
tension, thereby reducing the possibility of tape
deformation inside the tape reel. The repack tension arm
is shown in figure 2-12.
Tape cleaning equipment that combines tape
cleaning and recertification (figure 2-12) operates in the
following manner. Any protrusions are removed by a
knife edge during the first tape cleaning pass. At the
same time, the location of every error that was not
removed on the tape pass is indicated on a recording
chart (figure 2-12, upper left-hand corner). The location
of each error is identified by its distance from the
beginning-of-tape (BOT) reflector. On the second pass,
that is the return pass, the certifier stops at every
unremoved error area and the operator, using a
microscope, endeavors to remove the error with a sharp
knife or scalpel. Upon completion, a recertification
operation will usually restore the tape to a near error-
free condition. On a 2,400-foot tape reel, each
recertification operation averages 15 minutes.
All tapes—scratch tapes, work tapes, save tapes,
and data tapes—should be cleaned after every 10 uses or
every 90 days, whichever is more frequent. All tapes
should have a cleaning label attached to the back surface
of the tape reel. Each time a tape is cleaned, you should
log the Julian date and initial the cleaning label.
Some helpful measurement criteria, used by several
of the AIS installations for determining retention or
disposal of magnetic tape, areas follows:
ABSOLUTE-END-OF-LIFE— The tape contains so
many flaws (errors) that it can not function at all.
PRACTICAL-END-OF-LIFE—
The
tape
can
produce usable results, but because of cost and
annoyance of failures, it is impractical to use it any
longer.
LEVEL-OF-REJECTION— This is a judgment call
and must be based on your past experience or expertise,
you might say. Some librarians and management
personnel feel that after a tape is cleaned, if 15 write
errors occur throughout the tape, then the tape has
reached the threshold of rejection.
Figure 2-12.—Tape cleaner/certifier.
2-18